
Home KS-net AG
Energie aus Abfall und regenerativen Ressourcen <
Herzlich willkommen auf der Homepage der Firma KS-net AG, Ihr Partner für
Konzeption, Beratung, Planung, Hilfestellung bei der Bewilligung,
Überwachung und Durchführung Ihres Projekts im nationalen und internationalen Raum. Das
Engineering Portfolio der KS-net AG umfasst folgende Bereiche.
Rechts im Bild der Tracktore von meinem Freund Simal Dürlinger aus
Zell am See, ein Deuz Tracktor der mit Holzgas läuft.
Auto mit Holzgas .: Weltrekord mit Holzgas . . .
zum Fragebogen .: wollen Sie weg vom Heizöl
(MS Word Doc)
Klärschlammbehandlung mit Wirbelschichtvergaser
Jahresbedarf: 1500 bis 7500 Tonnen TS pro Linie
- Hochlastfaulungsanlagen
- Schlammentwässerung mit Schneckenpressen
- Schlammtrocknungsanlagen
- Klärschlammverstromungsanlagen
- Verwendung des Endgranulates im Strassenbau oder der Rekultivierung möglich
Biomasse / Müll Vergasungsanlage mit Ultrahochtemperatur Plasma Fackeln
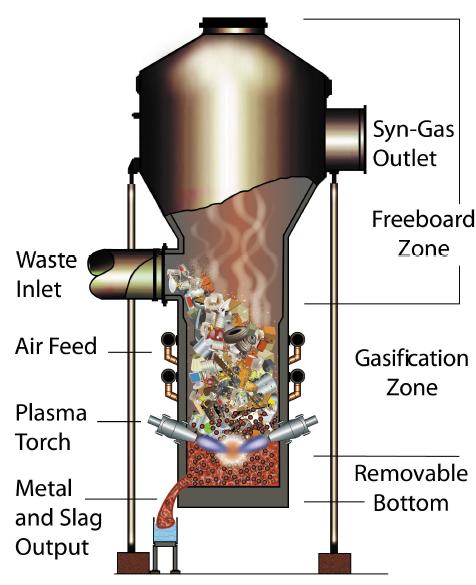 |
Bei der Plasma - Vergasung wird Kohlestoffhaltiges Material, z.B. Haushaltmüll, Industrieabfälle, gefährliche Spitalabfälle, Biomasse (Holzhackschnitzel,
Stroh, etc.) Abfall aus der Petrochemischen Industrie, etc. einem
Plasma mit extrem hoher Temperatur ausgesetzt. zwischen 3500
und 5000°C
Als Reaktionsmedium wird Luft oder Sauerstoff eingeblasen. Wird
Sauerstoff eingeblasen dann kann optional auch noch Wasserdampf
beigemischt werden um so die Ausbeute an H2 und CH4 sowie CO zu
steigern. (Dampf-Reform-Prozess).
|
|
 |
||
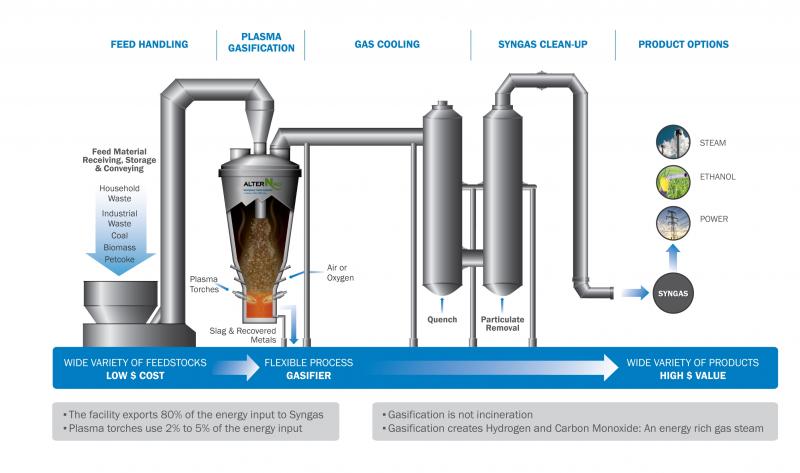
Das entstehende Synthesegas ist sehr heiss. Die Wärmeenergie des Gases wird daher zur Dampferzeugung verwendet und durch eine Dampfturbine mit Generator verstrom. Das Synthesegase wird gereinigt und entweder mittels Gasmotor oder Gasturbine und Generator verstromt.
Oder das gereinigte gekühlte Synthesegas steht für eine G2L, (Gas to Liquide,) einen Verflüssigungsprozess zur Verfügung, in welchem es zu Flüssigtreibstoff zum Beispiel zu Ethanolverarbeitet wird. Dies geschieht herkömmlich in einem Fisher-Tropsch-Reaktor. Ab ca. Mitte 2012 wird eine Lösung angeboten in welcher mittels Fermentation und Mithilfe durch das Bakterium z.B. Clostridium carboxidivorans aus einer Tonne Biomasse/Biomüll bis zu 350 Liter Ethanol erwartet/gewonnen werden können. Im Fall einer PIGCC Anlage wird die Abwärme der Gaskühlung sowie der Gasturbine zur Dampferzeugung genutzt. Ein solches Plasma Integrated Gas Combined Cycle (PIGCC) Kraftwerk hat einen Gesamt-Wirkungsgrad von ca. 60% bis 70%. Der Brennwert des Synthesegases ist je nach Oxidationsmedium (Luft oder Sauerstoff) 150 BTU/scf oder 250 BTU/scf. Zur Verwendung in einer Gasturbine muss das Syngas mit Methan / Erdgas / Naturalgas auf ca. 450 bis 500 BTU/scf gebracht werden. Es stehen diverse Reaktor Modelle zur Verfügung: bis 1000 tpd.
Bei seriösem Interesse gebe ich Ihnen gerne weitere Auskünfte
zB.
Auch über ein Anlage aus USA welche den Müll in einem
Autoklaven sterilisiert, 410 t/Tag, 150'000 t/Jahr.
Rezykliert: Aus dem Gemeindemüll. im Jahresdurchschnitt: ca.
8000 t Stahl, 12000 t rPET, 6000 t Non Ferro,
Produktion: 9MWh/h el für den Verkauf,
Preis: 30 -50 Mio. $US. (könnte bei entsprechendem Betreibervertrag
durch den Lieferanten übernommen werden)
Holzvergaseranlage für Forst, Bauern, Kleinbetriebe und Private
 |
1 .
Längere
Laufzeiten (jetzt bis zu 24 Stunden)
Der Gasgenerator liefert genug Holzgas um die Grundlast von 20kW el und 40 kW th, je nach BHKW für 24 h abzudecken. Er läuft somit den ganzen Tag. Ein Wartungs-Zyklus von wenigen Minuten pro Tag ist aber notwendig.
Neu ist auch die kleine
Höhe des Vergasers. Auf diesen wir noch der Vorratsbehälter
Hopper (siehe unten) aufgesteckt. Oder aber es erfolgt eine
HHS Zuführung mittels Schnecke. Komponenten können einfach getrennt werden. Die verschraubte Aschetür ist endlich verschwunden, und an ihrer Stelle muss man nur noch einen Eimer leeren. |
||
 |
Auf der Rückseite ist der 24 h Zyklon jetzt frei
und gut zugänglich angebracht. Ein einfacher Bajonettverschluss erleichtert das Entleeren des Filtrates. |
||
|
Der neue Hopper unten rechtes
Modell hat ca. das doppelte Volumen zum alten links. Ein 24 h
Hopper ist aber nicht vorgesehen und ohne Air-Locks besteht die
Gefahr von so genannten Puff's. Der Kondensatbehälter ist auch für 24 h ausgelegt. Mit dem V5.0 Vergaser ist es also möglich nur eine Wartung pro 24 h durchführen zu müssen, wobei zum Nachfüllen des Hoppers der Vergaser nicht abgeschaltet werden muss. Ein Herunterfahren ist nur einmal pro 24 h anlässlich der Wartung notwendig. Die nächste Version des Vergasers wird zwei weitere Funktionen haben. Es ist geplant jeweils zwei Neuigkeiten pro Version des Vergasers anzubieten. Es folgt die Zusammenfassung der Leistungsdaten |
|||
 |
 |
||
1. Verbesserte
Brennstoff-Flexibilität durch Einbau des “umgekehrten
Reduktionsflusses”
|
|||
2. Verbesserte
Brauchbarkeit und Wartung
|
|||
3. Verbesserte
Materialstandzeiten und Zuverlässigkeit
|
|||
4. Verbesserte Luft-
und Gas-Dichtigkeit
|
|||
5. Verbesserte
Gas-Energie-Dichte
|
|||
6. Verbesserte
Filtration
|
|||
7. Verbesserte
Effizienz in der Produktion
|
|||
8. Verkaufspreis,
Rabatte und Händlerpreise
|
|||
| Vom Vorgängermodell wurden über 550 Anlagen weltweit verkauft | |||
Holzvergaseranlagen für wärmegeführten oder normalen Betrieb
|
Anlagen für wärmegeführten oder
normalen Dauerbetrieb für die Stromerzeugung müssen über
weitgehende Automatismen verfügen. Die Jahreslaufzeit ist
heute bei ca. 7300 Stunden. Der Rekord liegt jedoch derzeit bei
einer Anlage welche es auf 8400 h/a gebracht hat. Und drei
Landwirte haben heute Anlagen die jede bereits 30'000
Betriebsstunden aufzeigen kann, und alle laufen einwandfrei.
Der Hersteller bereits über 130 Anlagen verkauft. 50% aller Verkäufe gehen 2013 ins Ausland, nach Übersee, Japan und Kanada. Die Belegschaft wurde um 20% aufgestockt. |
|||||
|
Automatismen benötigen Sensoren
und Stellglieder. Dies schlägt sich in der Komplexität der
Anlage und im Preis nieder. Zwei uns bekannte Anlagen erzeugen 30/45 kW elektrisch und
es fallen auch ca. 70/90 kW thermische Wärmeleistung an. Mit der 30kW Anlage können ca.
1500 m2 Wohnraumfläche beheizt werden.
Im Sommer wird die Wärme einem Absorbtionsaggregat zugeführt.
Damit wird der Kühlraum der Hofkäserei gekühlt. ES rentiert sich nur, wenn die Wärme
der Anlage genutzt werden kann. Wenn die Wärme nicht verwendet wird bedeutet dies, dass
Sie von drei Holzscheit deren zwei nicht nutzen.
Wärme fällt am Holzvergaser und als Abgas- und Motorblockwärme an.
Die
Raumabwärme der Anlage werden mit Vorteil zum Nachtrocknen der
Holzhackschnitzel verwendet. Dadurch wird auch eine gute
Lüftung des Anlagenraums sichergestellt. Generell gilt: Ein
Wärmekonzept sollte erarbeitet werden. Dabei sind wir Ihnen gerne
behilflich. |
|||||
| Der Qualität von Anlage und Service sollte grosse Bedeutung beigemessen werden. | |||||
| Leistung von Vergasungsanlagen: | 30 kW el + (10+60kW th) | ||||
| 45 kW el + (15+90kW th) | |||||
| Tagesbedarf an Holz: | pro kW el ~1kg Holz 87%TS oder 13%Wasser ergibt | ||||
| Richtlinien: | 0720 kg/d für 30 kWh/h el | ||||
| 1200 kg/d für 50 kWh/h e | |||||
| Hackschnitzel: | < 13% H2O (87%TS) wobei der Feinanteil maximal 30% ausmachen sollte damit es wenig Asche gibt. Eine Siebung hilft da, braucht aber Aufwand und Energie. | ||||
| BHKW: | Länge = 2250 mm | ||||
| Breite = 0990 mm | |||||
| Höhe = 1470 mm | |||||
| Richtpreis: ca. 175'000 € (ohne Umfeld) |
zum Fragebogen .: wollen Sie weg vom Heizöl |
||||
Gewässersanierung / Schlammbaggerungen mit schwimmfähigem Saug-Bagger
Für die Vermessung sind minimal 1.5 m Wassertiefe notwendig. Die maximale Baggertiefe mit Verlängerung des Baggerarms ist abhängig von der Strömungsgeschwindigkeit und liegt z.B. im Rhein bei Rheinfelden bei ca. 6 bis 7 Meter. Die genaue Positionierung des Echolotes für die Vermessung erfolgt mittels D-GPS. Leider können wir Ihnen keine Lösung für tiefere Stauseen und die Entfernung von Schwemmgut, Schutt, Geröll aus Muren und Lawinen anbieten. Wir haben jedoch Ideen wie so ein Projekt angegangen werden könnte.
- Dualfrequenz Echolot Schlammsedimentvermessungen,
- 3D CAD System Mesh Profil Berechnungen,
- Laboranalysen,
- Gewässersanierung mit Schlammsaugbagger,
- Schwimmleitungen,
- Grobgutabscheidung und Entsorgung,
- Sandabscheidung, Waschung und Recycling,
- Schlammeindickung, Entwässerung und Entsorgung
| Industrielle und Landwirtschaftliche Biogasanlagen | |||
| Herkömmliche Biogasanlagen erlauben maximal 25 bis 30% Hühnertrockenkot. Bei entsprechender Substrat-Aufbereitung und Verfahrensprozess kann der Anteil an Hühnertrockenkot bis auf 74% gesteigert werden. Und 2.1 MW el liefert eine uns bekannt Biogasanlage. | |||
|
 |
||
Portfolioerweiterung
- Wasseraufbereitung mit Membrantechnologie,
- Energietechnik mit Wärmepumpen, (WP)
- Wind Energie Anlagen, (WEA)
- 2-Achen Photovoltaik Anlagen (Sun-Trackers)
Unser Anlagen-Mix aus dem Bereich Photovoltaik-, Windenergie-, BHKW - Anlagen, als Insel- oder Netzanlagen konzipiert, werden alle auf einem Simulator gerechnet; Die resultierenden gerechneten Szenarien sind alle einer Sensitivitätsanalyse unterzogen welche genügen Aufschluss geben über die zu wählende Komposition.
Unsere Vision ist eine Welt in der wir haushälterisch umgehen mit Ressourcen. Eine Welt mit sauberer Luft, sauberem Wasser und fruchtbaren Böden (Terra Pretta) auf denen nachwachsende Energie (z.B. Holz) wachsen soll. Energie sollte grundsätzlich von regenerativen Ressourcen kommen oder aus dem Abfall den wir produziert. Ihr System soll ökonomisch, ökologisch und sozialverträglich sein denn so entsteht für Sie eine Nachhaltigkeit. Zu diesem Zweck arbeiten wir mit Partnern zusammen um genau Ihr Problem zu lösen.